金属波纹管液压成形属于极薄壁管的液压复合胀形,是软模成形技术的一种,它以液压流体为软模,以成形凹模为硬模。液压胀形主要有两个阶段,胀形的第一阶段,管材两端和成形模具都固定不动,极薄壁管在模具的限制和管内的液体压力作用下进行径向胀形,胀形的程度比较小,其目的是让成形模具在管材上轴向定位。成形的第二阶段,管材在内压力和轴向压力的复合作用下,进一步进行胀形,在此阶段,在轴向力的作用下,成形凹模进行轴向移动,直到各个成形凹模相互贴合在一起,成形完毕。
在此阶段,管材轴向缩短,在波纹处径向扩张胀,根据金属成形原理,金属在塑性成形过程中体积不变,金属波纹管径向扩胀需要的材料通过管材轴向缩短来补充,而轴向加压的胀形就是促进这种材料转移的顺利进行。轴向加压的胀形可以提高材料的的胀形程度,可以成形波纹深度较深的波纹管,可以提高波纹管的成型率,同时液压成形的变形也比较均匀,并能获得良好的表面质量,正因为具有上述很多优点,液压成形才能成为金属波纹管成形的主流技术。

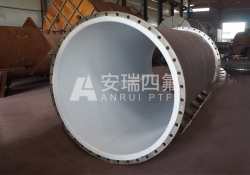
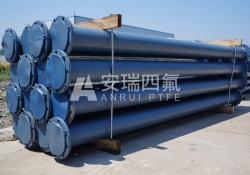
金属波纹管具有良好的弹性和密封性,能够吸收轴向,角向,侧向及其组合位移,已被广泛应用于机械,仪表,化工,电力,供热,机车,船舶以及核工业,航空航天等特殊领域,而船舶机车的柴油发动机排气系统用金属补偿器是这一类补偿器的典型应用,它主要用于排气系统管道的弹性连接,缓冲吸收发动机震荡给排气管道带来的影响,这类补偿器在起到了连接,补偿,密封等关键性作用的同时,需承受发动机所产生的高频振动和发动机排出的高温废气介质流的冲击等影响,在整个系统运行过程中波纹补偿器是管道的薄弱环节,波纹的疲劳断裂是其主要失效形式,不仅影响动力系统,而且会造成废气泄漏,导致人员伤亡,发动机排气系统补偿器的研究重点就是高寿命的设计和降低实际工况对补偿器的影响,补偿器高寿命设计即调整优化波纹补偿器的几何尺寸达到提高整体寿命的目的,而降低高温高速介质流对波纹补偿器的冲击影响主要手段是增加导流保护筒,同时补偿器组件的耐高温的密封连接结构也是其应用的重要保障,因此发动机排气波纹补偿器的设计和制造主要围绕高寿命集合结构设计,导流套的应用设计,特殊密封结构的选择等方面来研究的。

金属四氟波纹管设计环节是设计,制造,检验,安装,使用,维修与改造的全过程的基础环节,只有把好设计环节,确保设计质量才能保证膨胀节产品质量。目前,国家对压力容器,压力管道设计先后实施行政许可制度,但波形膨胀节设计还处在放任状态,建议对波形膨胀节设计单位(包括制造单位的设计部门)实施行政许可和资质管理。在加强波形膨胀节制造单位行政许可的同时,加强波形膨胀节设计单位(包括制造单位的设计部门)行政许可和资质管理。